










You might also like


Сначала необходимо просверлить отверстие во внутренней резьбе детали. Их размер не совпадает с диаметром нити, но должен быть немного меньше. Диаметр резьбового сверла можно найти в таблице, но вам также необходимо знать тип резьбы.
Параметры резьбы определяют диаметр сверла
Основные параметры
Каждый поток характеризуется двумя параметрами
- Диаметр (D)
- Pitch (P) — расстояние от одной нити до другой.
Они определены ГОСТом 1973257-73. Один большой шаг является нормальным, но совпадает с множеством маленьких шагов. При нанесении на тонкостенные изделия (тонкостенные трубы) используются малые шаги. Мелкие шаги также используются, когда применяемая нить является способом задания параметров. Небольшие расстояния также используются для увеличения тесноты соединения и преодоления явления саморасслабления детали. В других случаях нарезается стандартный (крупный) шаг резьбы.
")
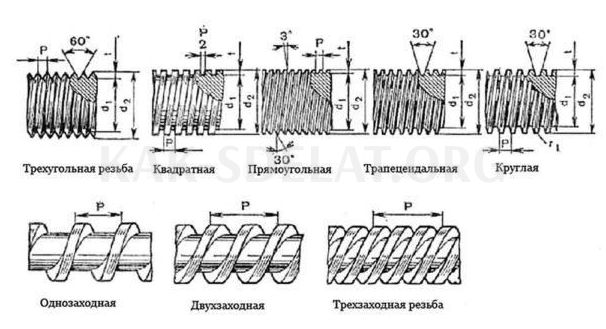
Виды нитей и их основные характеристики
Существует множество различных типов резьбы, каждый из которых имеет свои характеристики с точки зрения формы резьбы и в каждом случае диаметра резьбового отверстия. Все они предлагаются ГОСТом, но наиболее часто используются треугольная метрическая и коническая метрическая резьбы. Ниже приводится их описание.
Винты и другие подобные крепежные изделия обычно имеют треугольную резьбу, в то время как большинство сантехнических изделий, включая съемные соединения, имеют коническую резьбу.
Приспособления
Для нарезания нитей руками используется небольшой инструмент:.
- штамп (также называемый жаворонком) для наложения катушки снаружи (обычно на трубу или металлический стержень (штифт)); и
- Метчики — для внутреннего использования (здесь отверстия должны быть предварительно просверлены).
Все эти устройства изготовлены из высокопрочных, износостойких сплавов. Они имеют пазы и канавки на поверхности, отражающие обработанные детали.
Каждый метчик или планка маркируются, указывая тип, диаметр и шаг нарезаемой резьбы. Они устанавливаются в гнезда (винты и шляпки) и закрепляются шурупами. При затягивании резьбового устройства на опоре резьбовое устройство вставляется/вставляется в месте съемного соединения. При вращении устройства образуется спираль. Правильное размещение устройства в начале работы определяет, насколько равномерно "уложены" катушки. Поэтому в первом повороте старайтесь держать конструкцию прямо, избегая смещений и перекосов. После нескольких поворотов процесс становится проще.
Нити малого или среднего диаметра можно нарезать вручную. Невозможно резать сложные типы (2- и 3-сторонние) или работать с большими диаметрами, так как это слишком трудоемко. Для этих целей используется специальное механизированное оборудование — на токарных станках, оснащенных метчиками и штампами.
Как нарезать правильно
Резьба может быть выполнена практически во всех металлах и их сплавах (сталь, медь, алюминий, чугун, бронза, латунь и т.д.). Не рекомендуется изготавливать их из оловянного чугуна. Это связано с тем, что он слишком жесткий, разрушается во время работы, не дает качественной резьбы и снижает надежность соединения.
")
Рабочие инструменты
Подготовка.
Очистите металлические изделия — удалите ржавчину, песок и другие загрязнения. Далее необходимо смазать места, где будет наноситься резьба (кроме чугуна и бронзы — с ними нужно работать "всухую"). Существуют специальные эмульсии для смазывания, но если у вас их нет, вы можете использовать мыльный раствор. Можно использовать и другие смазочные материалы.
- Сталь и латунь льняное семя,.
- Теребинтин на меди.
- парафин на алюминии.
Часто советуют использовать машинное масло, минеральное масло или резьбовое сало. Они работают очень хорошо, но специалисты говорят, что лучше этого не делать — кусочки прилипнут к вязкому веществу и приведут к быстрой порче крана или запаса крана.
Филаментный процесс
При нарезании наружной резьбы метчик располагается строго перпендикулярно к поверхности трубы или стержня. Не двигайте его — в противном случае резьба будет накручиваться неравномерно, а соединение будет некрасивым и ненадежным. Первая спираль особенно важна. От того, как они "лгут", зависит, будет ли связь впоследствии искажена.
После нанесения внутренней резьбы деталь фиксируется на месте. Если это небольшая деталь, ее можно закрепить в тисках. Для больших пластин закрепите его любым доступным способом. Закрепите его с помощью блока. Ориентация.
Вставьте метчик в отверстие так, чтобы его ось была параллельна оси отверстия. Не прилагая больших усилий, медленно начните поворачиваться в заданном направлении. Если вы почувствуете повышенное сопротивление, снимите кран и очистите его с наконечника. После очистки продолжите процесс.
")
Процедура фотосъемки
Если глухое отверстие нужно просверлить, его глубина должна быть немного больше требуемой — в это превышение нужно вставить конец метчика. Если это конструктивно невозможно, конец крана отрезается. Это сделает его бесполезным, но другого выхода нет.
Катушка будет настолько хороша, насколько хороши два качественных ответвителя или матрицы. Первый проход выполняется как черновой фонтан, а второй проход — как окончательный фонтан. Он также объединяет резьбовые устройства. Проходы могут делать все.
Еще один практический совет: чтобы избежать попадания гусеницы в рабочую зону, во время нарезания резьбы повернитесь на пол-оборота влево, а затем на полный оборот по часовой стрелке. Затем верните инструмент в точку, где он остановился, и снова поверните. Продолжайте таким образом, пока не будет достигнута необходимая длина.
Таблицы выбора диаметра сверла под резьбу
После изготовления внутренней резьбы необходимо просверлить первое отверстие. Он не равен диаметру нити, так как часть материала не удаляется в виде фрагментов во время резки и сжимается, увеличивая размер выступа. Поэтому перед применением необходимо выбрать диаметр резьбового сверла. Это можно сделать с помощью таблицы. Приведем наиболее популярные метрические, дюймовые и трубные резьбы, хотя они имеются в каждом типе резьбы.
| Диаметр резьбы, дюйм | Шаг катушки, мм | Диаметр сверла, мм | Диаметр резьбы, дюйм | Шаг катушки, мм | Диаметр сверла, мм | Диаметр резьбы, дюйм | Диаметр пряжи, мм |
| M1 | 0.25 | 0.75 | 3/16 | 1.058 | 3.6 | 1/8 | 8.8 |
| M1.4 | 0.3 | 1.1 | 1/4 | 1.270 | 5.0 | 1/4 | 11.7 |
| M1.7 | 0.35 | 1.3 | 5/16 | 1.411 | 6.4 | 3/8 | 15.2 |
| M2 | 0.4 | 1.6 | 3/8 | 1.588 | 7.8 | 1/2 | 18.6 |
| M2.6 | 0.4 | 2.2 | 7/16 | 1.814 | 9.2 | 3/4 | 24.3 |
| M3 | 0.5 | 2.5 | 1/2 | 2,117 | 10.4 | 1 | 30.5 |
| m3.5 | 0.6 | 2.8 | 9/16 | 2,117 | 11.8 | — | — |
| M4 | 0.7 | 3.3 | 5/8 | 2.309 | 13.3 | 11/4 | 39.2 |
| M5 | 0.8 | 4.2 | 3/4 | 2,540 | 16.3 | 13/8 | 41.6 |
| m6 | 1.0 | 5.0 | 7/8 | 2,822 | 19.1 | 11/2 | 45.1 |
| M8 | 1.25 | 6.75 | 1 | 3,175 | 21.3 | — | — |
| M10 | 1.5 | 8.5 | 11/8 | 3,629 | 24.6 | — | — |
| M12 | 1.75 | 10.25 | 11/4 | 3,629 | 27.6 | — | — |
| M14 | 2.0 | 11.5 | 13/8 | 4,233 | 30.1 | — | — |
| M16 | 2.0 | 13.5 | — | — | — | — | — |
| M18 | 2.5 | 15.25 | 11/2 | 4.33 | 33.2 | — | — |
| M20 | 2.5 | 17.25 | 15/8 | 6,080 | 35.2 | — | — |
| M22 | 2.6 | 19 | 13/4 | 5.080 | 34.0 | — | — |
| M24 | 3.0 | 20.5 | 17/8 | 5,644 | 41.1 | — | — |
Еще раз обратите внимание, что диаметр сверла указан для толстой (типичной) резьбы.
Таблица диаметров прута для наружной резьбы
Для наружной резьбы ситуация очень похожа — металлическая деталь прижимается и не блокируется. Поэтому диаметр стержня или трубы, на которую наносится резьба, должен быть немного меньше. Точность указана в таблице ниже.

Встретят тебя с позитивным настроением, лучшие индивидуалки Екатеринбурга, страстным взглядом и сексуальностью доведут до рая. Девушки, представленные на сайте, отдаются по максимуму своей работе. Сексапильные лучшие индивидуалки Екатеринбурга, восхитительные и горячие, они такие весёлые и чуткие, что мужчины тают под их чарами. Не отказывай себе в удовольствии.





